
 EN
EN
 AR
AR
 BG
BG
 FR
FR
 DE
DE
 HI
HI
 IT
IT
 PL
PL
 PT
PT
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 UK
UK
 VI
VI
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 UR
UR
 BN
BN
 KM
KM
 LO
LO
 PA
PA
 MY
MY
 KK
KK

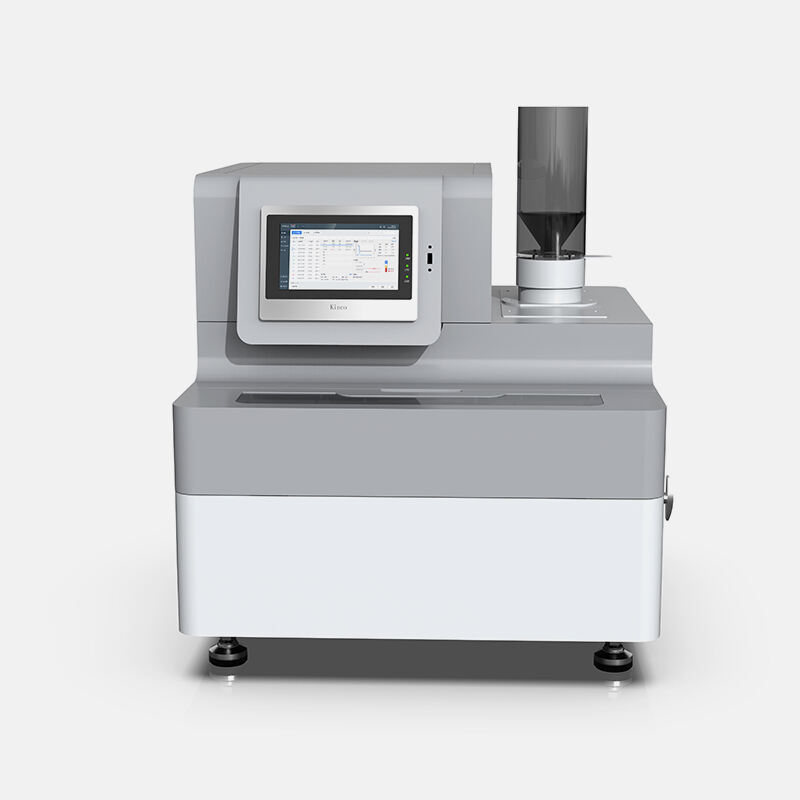
İskilik atma fırının yapısı ve iskilik atma işlemi
Bir küle üfleme fırının ne olduğunu, yapısını ve küle üfleme sürecini bilen birçok kişi yoktur. Bugün, bu makale size bunlardan biraz bahsedecek.
Öncelikle, küllük fırınının uygulama alanına bir göz atalım: Renkli metaller arasında, bu fırın ham bakır, ikinci el bakır, nikkel ikincil mat ve bakır-nikel ikincil mati eritmek için uygun durumda.
Küllük işlemi yatay bir küllük fırınında gerçekleştirilir. Küllük fırını, dökme çelik plakalarından yapılmış bir fırın kabı ile kaplanmış silindirik bir konteynerdir ve dayanıklı ateşlik tuğlalarıyla kaplıdır. Fırının tepesinde, fırın ağzı olarak kullanılan bir delik bulunmaktadır ve silindir boyunca çelik tülplar yer almaktadır. Küllük fırını, dört çift rulo üzerinde iki halka tarafından desteklenen silindir tabanında bulunur ve rulolar dişli sistemleriyle dönmeye itilirler.

Küllük fırınının dayanıklı tuğla yapısı şu bölümlere ayrılmıştır: taban, tülplu kuşak, üst tülplu bölge, tepe, arka tülplu bölge ve uç.
Dolgu, magnesia tuğlalarından veya krom-magnesia tuğlalarından yapılmıştır, püskürme kuşağı magnesiyum oksit ve su camı karışık çimento ile inşa edilmiştir ve diğer bileşenler kurutulmuştur. Dayanım malzemesi tuğla dolgu bileşenlerinin kaplama malzemesi olan aşınma oranlarına göre, fırın çatısı dolgu kalınlığı 230mm'dir, arka püskürme alanı ve fırın tabanı 330mm'dir ve püskürme kuşağı, üst püskürme alanı ve uçlar 460mm'dir. Püskürme kuşağı, üst püskürme alanı ve ters püskürme alanının dolgusu bir katmanlı tuğla dolgasıdır.
Dolgular, özellikle de püskürme kuşağı, iki katmanlı standart boy tuğla ile inşa edilmesi, kaplama malzemesinin ömrünü azaltacaktır. Üst püskürme alanının radyal kaplama malzemesi, özel şekilli tuğlalarla püskürme kuşağına ve püskürme eğimine yatay düzleme döner. Dikdörtgen tuğla ve muhafazalı tuğla altta ve her iki ucunda yerleştirilmiştir. Dayanım malzemesi dolgu ile kabuk arasındaki boşluk, ezilmiş magnesite ile doldurulmuştur.
Erime sonrası elde edilen kurşun kemer, 900℃'de erimeye yönelik sıcaklık kontrolü altındaki küf üfleme fırınına yerleştirilir. Bu sırada, erimiş kurşun hava içindeki oksijenle temas eder ve kurşun oksit haline gelirken, çoğu PU3 yüzey gerilimi nedeniyle poroz toz tabağı tarafından emilir. Küçük bir kısmı buharlaşır, altın ve gümüş oksidlenmez ve parçacıklar halinde birleşerek küf üfleme fırınında kalır. Metalurjinin üzerine göre, metal oksitlerinin erime noktasından sonraki oksidasyon döküm sürecine 'küf üfleme süreci' denir, bu nedenle bu ayırma yöntemine küf üfleme süreci diyoruz.
Yukarıdaki bilgiler, küf üfleme fırının yapısı ve küf üfleme süreci hakkında verilmiştir. Bu küf üfleme fırını kullanırken herkes doğru yöntemi kullanmalıdır.
Önerilen Ürünler















Son Haberler
-
Tozdan Veriye: Elementel Analiz İçin Füzyon Numune Analizörü ve Spektrometre'nin Mükemmel Eşleşmesinin Sırlarının Açığa Çıkarılması
2026-06-09
-
On Bin Mil Uzunluğunda, Kalite Doğrulanmış | JZJ TEST Ateşle Analiz Laboratuvar Ekipmanları Rus Müşteriye Başarıyla Teslim Edildi
2026-05-26
-
Yüksek sıcaklık yük yumuşatma test cihazının sıcaklık kontrol doğruluğu nasıldır?
2026-05-12
-
Yeni Enerji Malzemelerinin Ar-Ge'sinde Düz Plaka Isıl İletkenlik Analizörlerinin Kritik Rolü
2026-04-30
-
Yüksek Sıcaklıkta Yüklenme ile Yumuşama ve Sünme Test Cihazının Çalışma Prensibi ve Önemi
2026-04-22
-
Yüksek sıcaklıkta sürünme test cihazları için temizlik ve depolama teknikleri nelerdir?
2026-04-16
-
Ateş Analizi Kupelasyon Fırını: İlkeler ve Uygulamalar
2026-04-09
-
Doğru Düzlemsel Isı İletkenliği Test Cihazını Nasıl Seçersiniz: Bir Satın Alma Kılavuzu ve Öneriler
2026-03-25
-
Direnç Test Fırınlarından Elde Edilen Test Sonuçlarının Doğruluk Değerlendirmesi
2026-03-16
-
Yüksek sıcaklıkta eğilme mukavemeti test cihazlarının günlük bakımı: Ekipman ömrünü uzatmanın sırları
2026-03-07



